


Alle Produkte
-
Geschweißtes Stahlrohr
-
Präzisionsstahlrohr
-
hohles Stahlrohr
-
Nahtloses Titanrohr
-
Titanlegierungs-Rohr
-
kaltbezogenes Rohr des nahtlosen Stahls
-
Präzisions-nahtloser Stahl-Rohre
-
helles getempertes Rohr
-
Wälzlagerstahl-Rohr
-
Stahl-Bundy-Rohr
-
Automobilstahlschläuche
-
Wärmetauscher-Rohr
-
hohle Stabilisatorstange
-
 MattEine gute Zusammenarbeit!
MattEine gute Zusammenarbeit! -
MauraEs könnte Berufslösungen für Anwendung von Titanrohren, zuverlässiger Partner zur Verfügung stellen.
Ansprechpartner :
Angela
Telefonnummer :
86-512-58715276
whatsapp :
+8615895686919
Kohlenstoffstahl-Rohr-nahtloses hydraulisches Rohr DOM E155 E195 E235 E275 E355




| Herkunftsort | Jiangsu |
|---|---|
| Markenname | Hongbao |
| Zertifizierung | TS16949, ISo9001 |
| Modellnummer | HBWS-001 |
| Min Bestellmenge | 2MT |
| Preis | Negotiable |
| Verpackung Informationen | Verpacken: Holzetuis |
| Lieferzeit | Verhandelbar |
| Versorgungsmaterial-Fähigkeit | 800MT/MONTH |

Treten Sie mit mir für freie Proben und Kupons in Verbindung.
whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
Wenn Sie irgendein Interesse haben, leisten wir 24-stündige Online-Hilfe.
xProduktdetails
| Material | 26MnB5 | Länge | Gelegentliche oder örtlich festgelegte Länge |
|---|---|---|---|
| Form | Rund | Technisch | Nahtlos oder geschweißt |
| Standard | EN10305-1, EN10305-2 usw. | Name | erw Kohlenstoffstahlrohr |
| Markieren | geschweißten Stahl-Leitung,Kaltbezogene geschweißte Rohre |
||
Produkt-Beschreibung
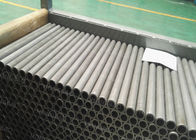
Kohlenstoffstahl-Rohr-nahtloses hydraulisches Rohr DOM E155 E195 E235 E275 E355
Größenstrecke: O.D.: 6-420mm W.T.: 1-50mm L: max12000mm
Anwendungen: für Autoindustrie-/Maschineriegebrauch/Ölzylinderrohr/Motorradstoßdämpfer/Selbststoßdämpfer/inneren Zylinder/Teleskopzylinder/anhebendes System der Steckfassung/Hydrozylinder
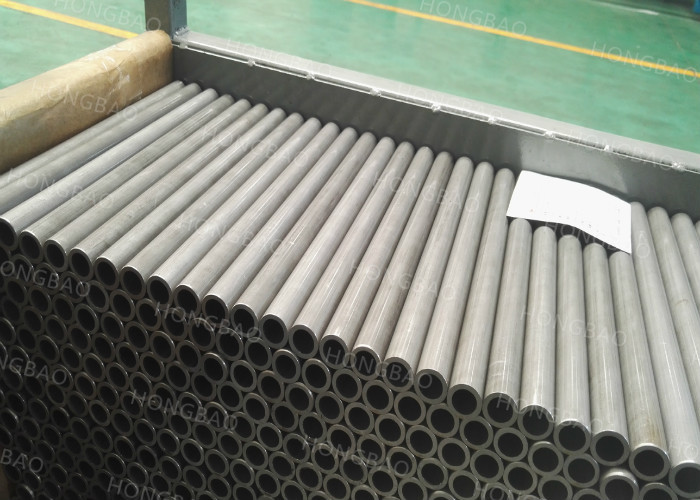
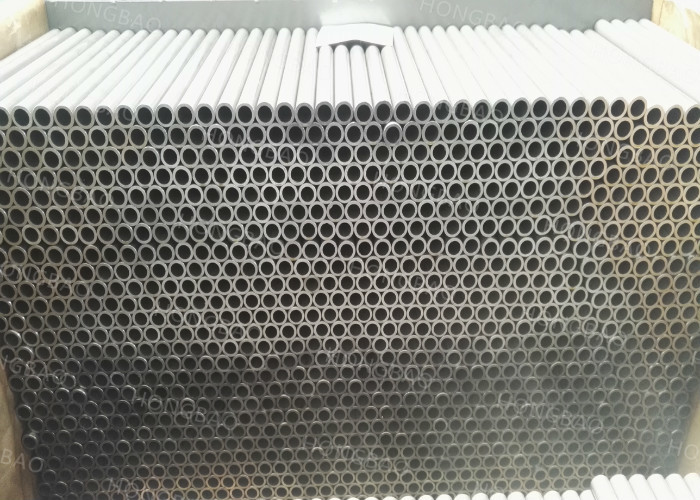
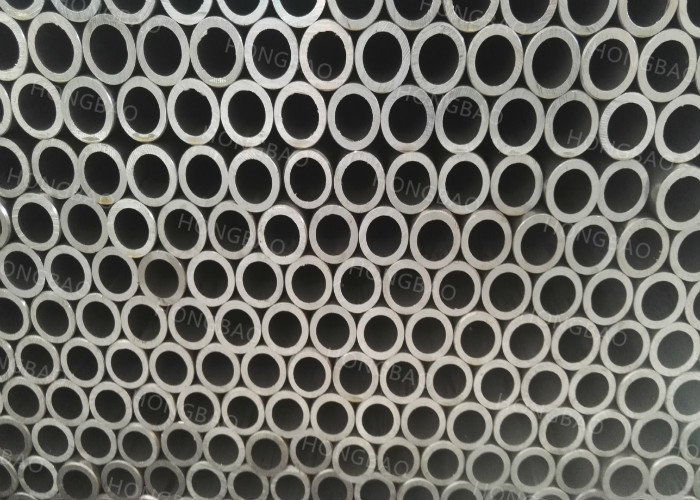
Auftritt:
Das interne und Außenoberflächeende der Rohre ist glatt, während die Schweißungs-Naht irgendwie nicht sichtbar oder fühlbar ist.
Die Identifikations-Oberfläche mit Rauheit Ra≤4μm, die beste Identifikations-Glattheit könnten wir Ra≤0.8μm erreichen
Die Innenseite kann gemessen werden und berichtet werden, wenn dieses vom Käufer vor PO gefordert wird.
Lieferungsstahlsorte:
E155, E195, E235 E275, E355
Lieferbedingung:
+C, +LC, + SR, +A, +N
Produktionsverfahren:
DOM, ERW+ kaltbezogen
| Bezeichnung | Symbol | Beschreibung |
| Kaltbezogen/hart | +C | Ohne thermisches zu verarbeiten nachdem der Prozess der kalten Zeichnung fertig ist |
| Kaltbezogen/weich | +LC | Nach der abschließenden thermischen Verarbeitung passende Zeichnung |
| Kaltbezogen und getempert | +SR | Nach der abschließenden thermischen Verarbeitung des Prozesses und der Vergütung kalten Zeichnens in einem Schutzatmosphäre |
| Getempert | +A | Nach dem abschließenden Prozess kalten Zeichnens werden die Rohre in einem Schutzatmosphäre getempert |
| Normalisiert | +N | Nach dem abschließenden Prozess kalten Zeichnens werden die Rohre in einem Schutzatmosphäre normalisiert |
Mechanische Eigenschaften in der Raumtemperatur
| Stahlsorte | Grenzwerte abhängig von der Lieferbedingung | |||||||||||
| +C | +LC | +SR | +A | +N | ||||||||
| Stahlsymbol | Rm MPa | Ein % | Rm MPa | Ein % | Rm MPa | ReH Mpa | Ein % | Rm MPa | Ein % | Rm MPa | ReH Mpa | Ein % |
| E155 | 400 | 6 | 350 | 10 | 350 | 245 | 18 | 260 | 28 | 270 tun 410 | 155 | 28 |
| E195 | 420 | 6 | 370 | 10 | 370 | 260 | 18 | 290 | 28 | 300 tun 440 | 195 | 28 |
| E235 | 490 | 6 | 440 | 10 | 440 | 325 | 14 | 315 | 25 | 340 tun 480 | 235 | 25 |
| E275 | 560 | 5 | 510 | 8 | 510 | 375 | 12 | 390 | 21 | 510 tun 550 | 275 | 21 |
| E355 | 640 | 4 | 590 | 6 | 590 | 435 | 10 | 450 | 22 | 490 tun 630 | 355 | 22 |
Chemische Zusammensetzung (Schöpflöffelanalyse)
| Stahlsorte | % der Masse | ||||
| Stahlsymbol | C maximal | Si maximal | Mangan maximal | P maximal | S maximal |
| E155 | 0,11 | 0,35 | 0,70 | 0.025 | 0.025 |
| E195 | 0,15 | 0,35 | 0,70 | 0.025 | 0.025 |
| E235 | 0,17 | 0,35 | 1,20 | 0.025 | 0.025 |
| E275 | 0,21 | 0,35 | 1,40 | 0.025 | 0.025 |
| E355 | 0,22 | 0,35 | 1,60 | 0.025 | 0.025 |
DOM ist ein Prozess, der auf Schläuche zugetroffen wird, nachdem er zuerst konstruiert ist. Er refferred zu so nahtlosen, es kann gesagt werden, die nahtlose Prozessmethode auf ERW-Rohren tun, so die Rohre hat ein hochfestes, hohe Qualität. Materielle ist 1026 und so weiter .DOM Schläuche der Form E155 E195 E235 E275 E355 1020 allgemein Gebrauch in den Autoteilen.
Stahlsorte und chemische Zusammensetzungen
| Stahlsorte | C | Si | Mangan | P | S | |
| Stahlname | Stahlzahl | maximal | maximal | maximal | maximal | maximal |
| E155 | 1,0033 | 0,11 | 0,35 | 0,70 | 0,025 | 0,025 |
| E195 | 1,0034 | 0,15 | 0,35 | 0,70 | 0,025 | 0,025 |
| E235 | 1,0308 | 0,17 | 0,35 | 1,20 | 0,025 | 0,025 |
| E275 | 1,0225 | 0,21 | 0,35 | 1,40 | 0,025 | 0,025 |
| E355 | 1,0580 | 0,22 | 0,35 | 1,60 | 0,025 | 0,025 |
Arm: Dehnfestigkeit; ReH: obere Streckgrenze; : Verlängerung nach Bruch
b 1Mpa=1N/mm2
c abhängig von dem Grad der Kaltverformung im Fertigungsdurchlauf die Streckgrenze ist möglicherweise fast so hoch wie die Dehnfestigkeit.
Zu den Berechnungszwecken werden die folgenden Beziehungen empfohlen:
für Lieferbedingung +C: Rm ReH ≥0.8
für Lieferbedingung +LC: Rm ReH ≥0.7
d zu den Berechnungszwecken die folgende Beziehung wird empfohlen: ReH≥0.5Rm
Produktionsverfahren:
Kaltwalzen durch kalte pilger Maschine und kaltwalzende Maschine
Größe: 20-350mm
1. Standard:
Nahtlose Stahlrohre der kaltbezogenen Präzisions-EN10305-2
2. Stahlsorte:
E155, E195, E235, E275, E355, andere Materialien nach Vereinbarung mit Kunden.
3. Produktionsverfahren:
Kaltbezogen auf den geschweißten Stahlrohren, hohe Genauigkeit auf der Od- und GEWICHTS-Toleranz erreichen
4. Größenstrecke:
O.D.: 20-350mm W.T.: 1-35mm L: max12000mm
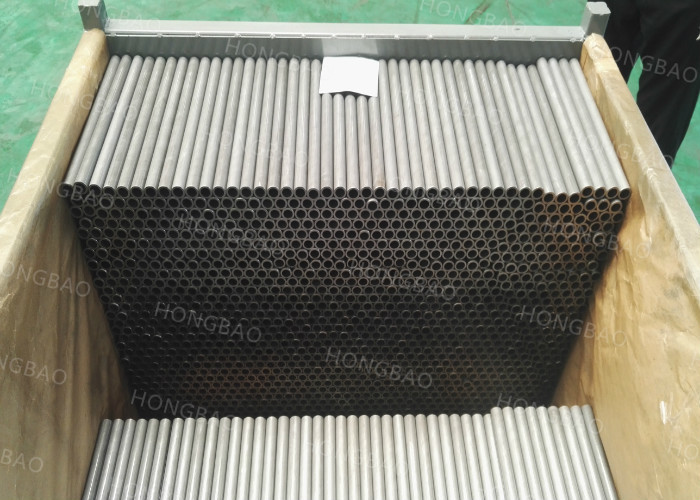
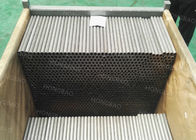
5. Verpackung:
In den sechseckigen Bündeln mit Rostschutzölschutz, mit seetauglicher Verpackung
6. Liefern Sie Bedingung:
1). +C keine Wärmebehandlung nach dem abschließenden Prozess kalten Zeichnens
2). +LC nach der abschließenden Wärmebehandlung dort ist ein passender zeichnender Durchlauf
3). +SR nach dem abschließenden Prozess kalten Zeichnens dort ist ein Druck entlasten Wärmebehandlung in einem Schutzatmosphäre
4). +A nach dem abschließenden Prozess kalten Zeichnens werden die Rohre in einem Schutzatmosphäre getempert
5). +N nach der abschließenden Operation kalten Zeichnens werden die Rohre in einem Schutzatmosphäre normalisiert
Präzisionsnockenwelle Rohr klein Außendurchmesser-geschweißtes Rohr 26MnB5 34MnB5 für Nocken
Produktionsverfahren:
Das kaltbezogene geschweißte Rohr wird durch zeichnendes ERW produziert (geschweißtes Rohr des elektrischen Widerstands). Während dieses Prozesses ist das Bearbeiten (Wandstärke, Innere und Außendurchmesser) sowie des Schweißungsintegritäts- und Oberflächenendes genau kontrolliert, Rohr der erforderlichen Eigenschaften der Größe und des mechanischen Eigentums zu produzieren.
Hauptdatum
Material: E355
Anderes Aviliable-Material: E155 E195 E235 E275
Außendurchmesser-Strecke: 10-50mm
Wandstärke-Strecke: 1.5-8mm
t-/D≥ 0,2 (normal: t/D=0.1)
Standard: En10305-2
Prozess: Kaltbezogen, walzend kalt
Lieferbedingung:
1) +C keine Wärmebehandlung nach dem abschließenden Prozess kalten Zeichnens.
2) ist +LC nach der abschließenden Wärmebehandlung dort ein passender zeichnender Durchlauf.
3) ist +SR nach dem abschließenden Prozess kalten Zeichnens dort ein Druck entlasten Wärmebehandlung in einem Schutzatmosphäre.
4) +A nach dem abschließenden Prozess kalten Zeichnens werden die Rohre in einem Schutzatmosphäre getempert.
5) +N nach der abschließenden Operation kalten Zeichnens werden die Rohre in einem Schutzatmosphäre normalisiert.
Vorteil (vergleichen Sie mit nahtlosem kaltbezogenem Rohr)
Bessere Form
Verbesserte Qualitätsoberfläche
Feste Dickentoleranzen Excentricity und der Wand (der Exzentriker
Rohr mehr Sicherheit
Gute Härte bei der niedrigen Temperatur
USA-Markt: 90% des Zylinders im USA-Markt werden mit geschweißten Rohren produziert
Gekostete Verlegenheit Längen billiger
![]()
Empfohlene Produkte